In the global manufacturing arena, the most devastating operational enemy to block-floor efficiency is undoubtedly overproduction. Manufacturing components or products ahead of downstream demand traps capital, masks defects, and clogs the physical material flow of the factory. To systematically stop this waste and ensure that parts are produced precisely when needed and only in the required amounts, organizations must deploy the core scheduling tool of Lean manufacturing: the Kanban system.
Reflecting on decades of global plant management, establishing a balanced material cadence is the only way to convert “zero-inventory” from a theoretical ideal into an achievable baseline. Let us examine the visual mechanics, strict operating principles, digital evolution, and real-world execution of Kanban inside a high-performing manufacturing facility.
1. Definition and Core Objectives of the Kanban System
Derived from the Japanese word for “signboard” or “visual signal,” a Kanban refers to a visual production control scheduling framework used to regulate the flow of components between sequential process stages.
The defining characteristic of this framework is that it functions as a strict Pull System. Instead of pushing inventory from upstream processes regardless of downstream readiness, production is triggered only when a subsequent process signals a demand (pulls) for more material. Through this, a plant secures three primary objectives:
- Minimization of Work-in-Process (WIP): Because parts move and originate strictly based on real-time consumption, excessive buffer stacks between cells are radically minimized.
- Highly Visible Production Scheduling: Floor operators do not have to wait for complex, delayed electronic dispatch lists. The movement of the physical Kanban card tells the cell exactly what to build, when to build it, and how much to yield.
- Forced Exposure of Systemic Deficiencies: In Lean management, inventory acts like water masking hidden rocks. As a Kanban system safely draws down the inventory level, operational bottlenecks, equipment unreliability, and quality variances are forced to the surface, presenting clear opportunities for targeted Kaizen initiatives.
2. Strict Operating Principles for Shop-Floor Execution
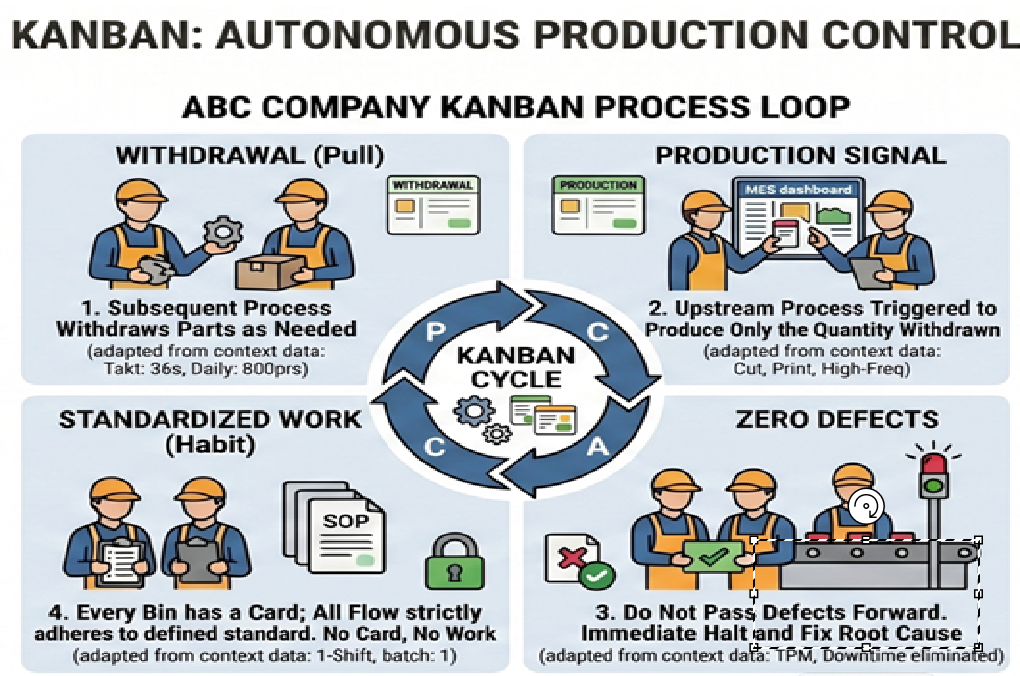
To prevent a Kanban system from collapsing into operational chaos, management must enforce four absolute operating rules:
- Downstream Withdrawal: Subsequent processes must withdraw parts from upstream suppliers only in the exact quantities, sequences, and times required.
- Upstream Limits: Upstream cells must produce parts strictly equivalent to the volume withdrawn by the downstream process. Rule of Thumb: No Kanban card, no production.
- Zero Defect Propagation: Defective units must never be passed forward to subsequent stages. Under a strict Kanban discipline, a defect acts as an immediate signal to halt the line (Andon) to fix the root cause.
- One-to-One Part-to-Card Matching: Every single material container on the floor must have a physical card attached. The cards must mirror the exact, real-time physical reality of the floor material flow.
3. Case Study: Syncing Information and Logistics via Kanban in a Malaysian Injection Molding Facility
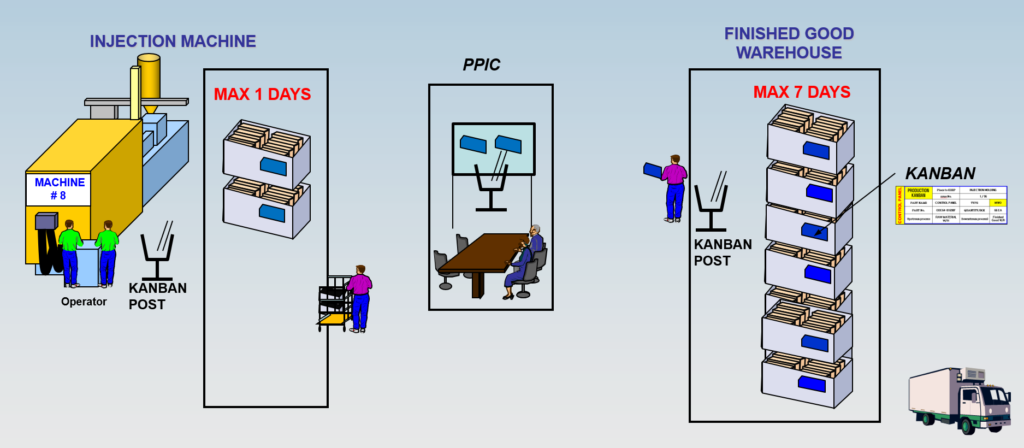
Fostering a highly responsive pull sequence requires perfect synchronization between physical logistics and data flows. The following sequence outlines a successful real-world process map deployed at a plastics injection molding facility in Malaysia to optimize finished goods and sub-assembly inventory.
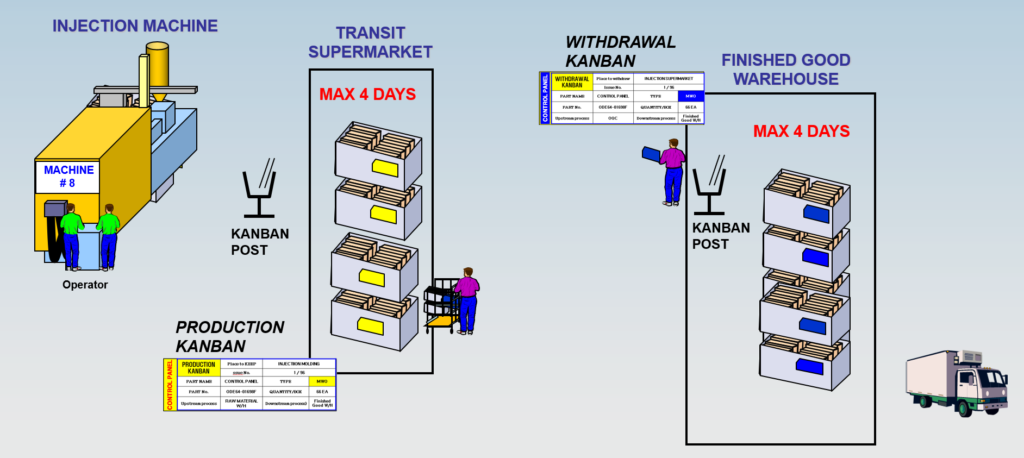
- Delivery and Card Collection: After logistics personnel deliver finished molded components to the staging zone, they collect the empty container cards and deposit them into a designated Logistics Kanban Post.
- Information Loopback: These collected cards are routed back to the production planning department, serving as an immediate visual signal that the specific parts have been consumed and must be replenished.
- Work Order Creation: The Production Planning and Inventory Control (PPIC) department logs these returned cards to instantly generate a precise, high-velocity work order matching the consumed quantity.
- Production Launch: The new work order, paired back up with its corresponding physical Kanban card, is handed off to the shop-floor supervisor to launch the replenishment run.
- Completion and Re-delivery: Once production finishes and the standard container is filled, the card is locked onto the bin. The container then transitions back to the logistics warehouse, waiting for the next outbound customer pull signal.
4. The Digital Evolution: Upgrading to e-Kanban in Smart Factories
While traditional paper-based cards provide unmatched visual clarity on the floor, managing a massive global supply chain or highly complex assemblies requires greater data fidelity. Modern smart manufacturing environments solve this by evolving into automated e-Kanban systems.
- Real-Time Visibility: By leveraging RFID tags or automated barcode scanning, card transitions and buffer levels are digitized instantly into a central database for real-time executive analysis.
- Extended Supply Chain Collaboration: Rather than limiting pull mechanics to local internal tracks, e-Kanban seamlessly extends to tier-1 suppliers miles away, enabling real-time remote ordering and direct-to-line replenishment.
- Data-Driven Optimization: System lead times and card rotation cycles are mathematically monitored. This data allows continuous improvement teams to dynamically recalculate the optimal number of active cards, ensuring maximum agility.
5. Industrial Leadership Advice for Successful Kanban Deployment
Having directed manufacturing setups across international hubs including Vietnam, China, and Western markets, I recommend focusing on three core deployment realities:
- Prioritize Production Leveling (Heijunka) First: If downstream consumption suffers from extreme, volatile demand spikes, your Kanban system will quickly fail. Leaders must smooth out the macro production schedule (Heijunka) to create a predictable, paced flow before handing control over to cards.
- Enforce Rigorous Standardized Work: Kanban is merely an architectural framework; human behavior determines its success. If operators lack the discipline (Shitsuke) to adhere to the card rules, the system reverts to meaningless paper. Training habits must take priority over technology.
- Maintain Dynamic Card Calculations: The optimal inventory level changes as market dynamics shift. Plant managers should periodically audit and recalculate card quantities to adjust system elasticity to match real-world throughput rates.
Conclusion: Kanban as the Factory’s Autonomous Nervous System
A well-tuned Kanban system operates essentially as the autonomous nervous system of the factory floor, allowing operations to dynamically self-regulate without constant supervisory intervention. If you want to purge your balance sheet of bloated WIP and architect an incredibly agile, responsive manufacturing footprint, establishing a disciplined visual signal network is your definitive path forward.
“Hungry for more? Check out these related posts.”
3 Winning Habits of Leaders: Gemba & Lean Mindset
Discover more from mfginsights.net
Subscribe to get the latest posts sent to your email.