In the world of lean manufacturing, downtime is the ultimate enemy. Every minute your machines sit idle during a model change is a minute of lost revenue. If your team is still relying on heavy manual lifting and traditional hand tools for changeovers, you are leaving massive efficiency gains on the table.
💡 New to Lean? Here is a Quick Introduction to SMED
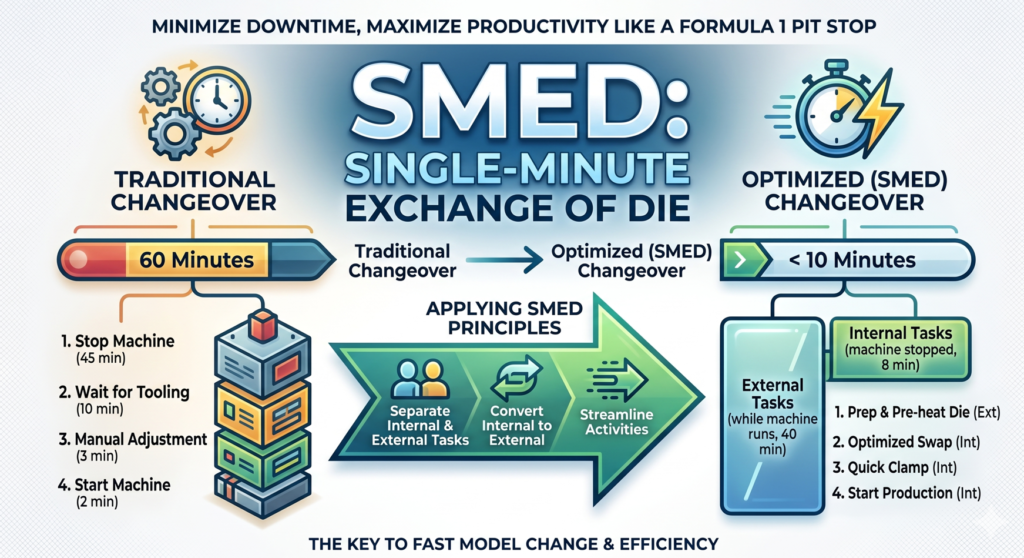
If you are new to manufacturing, SMED stands for Single-Minute Exchange of Die.
Don’t let the technical name confuse you—the concept is actually very simple. Think of SMED like a Formula 1 Pit Stop.
When a race car pulls in to change its tires, the pit crew doesn’t look for tools, read manuals, or argue about who does what. They are so organized and fast that they change all four tires in less than 3 seconds.
In a factory, SMED is the exact same strategy. It is a systematic method used to reduce the time it takes to switch a machine from producing the last piece of “Product A” to the first good piece of “Product B.”
The goal of “Single-Minute” means trying to get the changeover time down to a single digit (less than 10 minutes).
How SMED Works:
SMED achieves this speed by breaking the process into two types of tasks:
- External Setup (Out-of-pit tasks): Things you can do while the machine is still running (like getting the next mold ready, cleaning tools, or staging materials).
- Internal Setup (In-pit tasks): Things you can only do when the machine is completely stopped (like actually swapping the mold).
By preparing everything in advance (External) and making the physical swap as quick and effortless as possible (Internal)—just like the roller table improvement in our case study—factories can eliminate massive amounts of wasted time and keep production flying.
Today, we are breaking down a classic SMED (Single-Minute Exchange of Die) success story from a press mold factory floor. By restructuring their equipment layout and eliminating wasted motion, they achieved a 50% reduction in manpower and a 67% reduction in changeover time.
Here is how they did it, using the SOC framework.
1. The Situation (S)
The facility operates a heavy-duty CS 150 press machine that requires regular mold updates depending on the production run. The initial setup relied on an isolated, standalone roller conveyor system to transport the heavy molds to and from the machine.
2. The Obstacle (O)
The “Before” state was plagued by two major manufacturing wastes (Muda): Excess Motion and Over-processing.
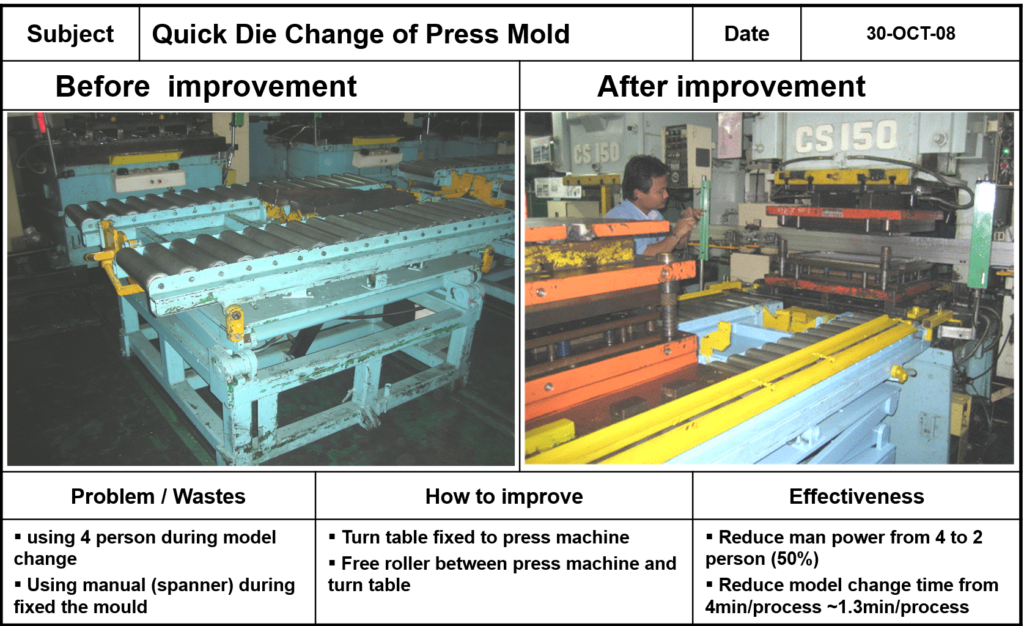
- Labor-Intensive: Moving and aligning the heavy molds was so cumbersome that it required a crew of 4 operators just to handle a single model change.
- Outdated Tooling: Securing and fixing the mold into the press machine was entirely manual, requiring operators to use a traditional spanner (wrench). This manual tightening process was slow, ergonomic-unfriendly, and highly inconsistent.
“Click here to see the ‘Before’ state video” “Click here to see the ‘After’ state video”
3. The Countermeasures & Consequences (C)
To eliminate these bottlenecks, the engineering team applied core SMED principles to streamline the process, focusing on mechanical assists to eliminate manual strain.
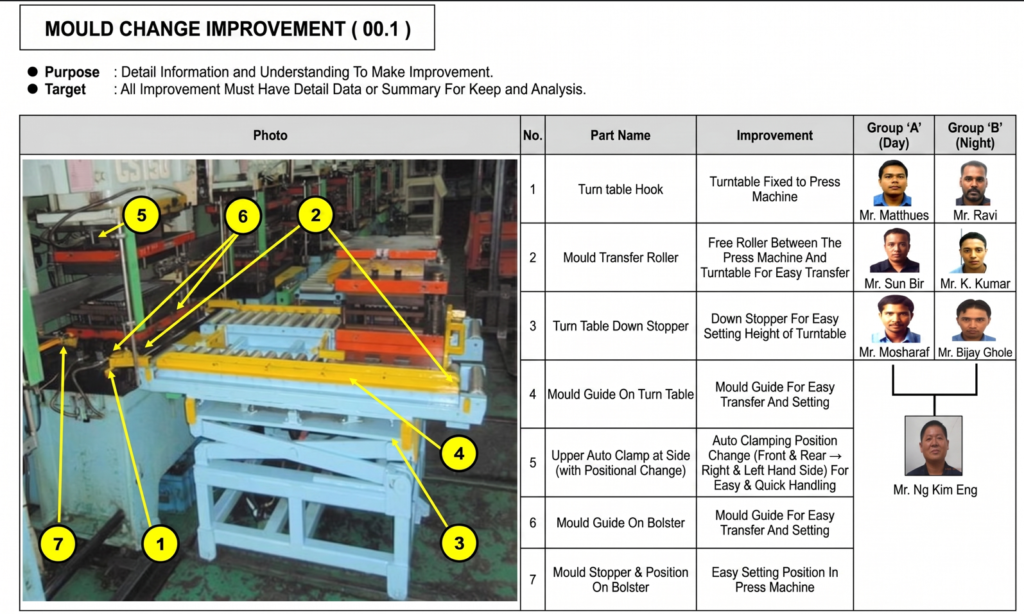
The Kaizen Improvements:
- Fixed Turn Table Integration: The team mounted a dedicated turn table directly to the press machine structure, eliminating the gap and misalignment between transport and loading.
- Free Roller Installation: They installed a “free roller” bridge between the press machine and the turn table. This allowed the heavy molds to glide effortlessly into position with minimal physical effort.
The Results: Efficiency by the Numbers
By transforming internal setup steps and optimizing the physical layout, the facility saw immediate, drastic improvements in both labor costs and machine uptime:
| Metric | Before Improvement | After Improvement | Impact |
| Manpower Required | 4 Operators | 2 Operators | 50% Labor Reduction |
| Changeover Time | 4.0 mins / process | ~1.3 mins / process | 67% Time Savings |
Key Takeaway for Lean Leaders
You don’t always need million-dollar automation to achieve dramatic SMED results. By simply looking at how your operators move and implementing low-cost, high-impact mechanical assists—like free rollers and integrated turn tables—you can free up capacity, protect your workers from strain, and keep your production lines moving.
What’s holding back your changeover times? Are your operators still spinning wrenches? Let us know your thoughts in the comments below!
Recommended Reading:
ASQ Official Guide: Plan-Do-Check-Act (PDCA) Cycle
Discover more from mfginsights.net
Subscribe to get the latest posts sent to your email.