In the manufacturing world, hearing “Our plant runs fine because we have many veteran operators who know exactly what to do” might sound like a strength at first. However, from the perspective of Lean innovation, this can actually be a highly dangerous signal. If every operator works differently and production speed fluctuates based on their daily condition, it means the shop floor is exposed to uncontrollable “variability.” Taiichi Ohno, the architect of the Toyota Production System (TPS), once firmly stated: “Where there is no standard, there can be no Kaizen (improvement).”
In this post, we will take a deep dive into the essence and implementation strategies of Standardized Work—the ultimate baseline for establishing shop floor order and enabling sustainable growth.
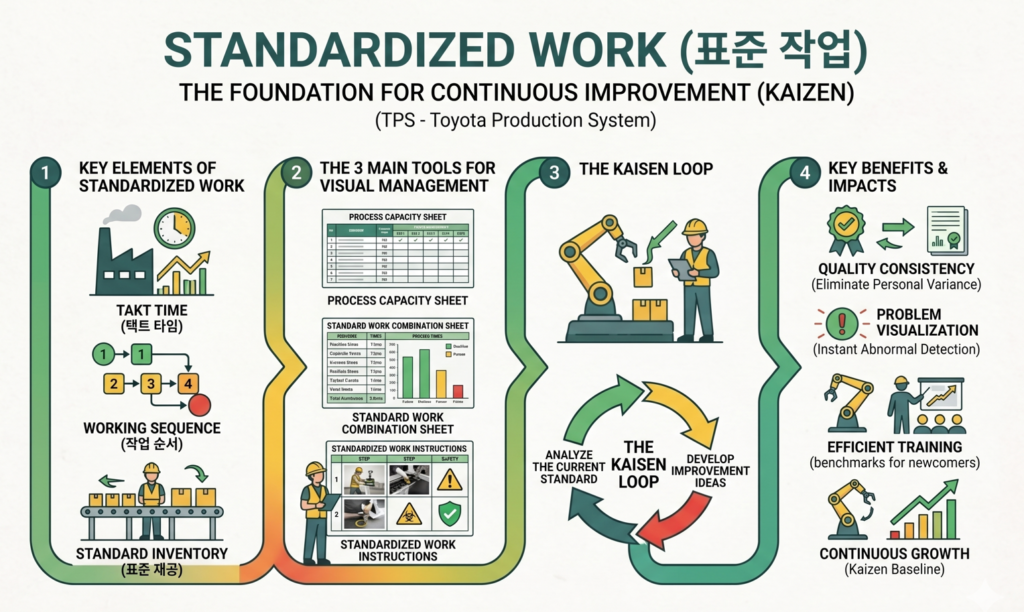
1. What Is Standardized Work?
Standardized work is not just a simple manual detailing work procedures. It is the optimal work method established to produce safe, high-quality products at the lowest cost by combining people, machines, and materials in the most efficient way.
Standardized work consists of three core elements:
- Takt Time: The allowable time to produce one unit of a product based on customer demand. All operations must be designed to match this rhythm.
- Working Sequence: The physical sequence of movements in which an operator can work most efficiently while ensuring quality.
- Standard Inventory (Standard Work-in-Process): The minimum amount of material required within or between processes to keep the production line flowing smoothly.
2. Why Is Standardized Work Crucial?
When standardized work takes root on the shop floor, it generates significant management value far beyond mere documentation:
- Quality Consistency: Since anyone produces using the same sequence and method, quality variations caused by individual operator differences disappear.
- Visualizing Problems: When standards are clear, any “abnormal state” that deviates from the standard becomes instantly visible. This leads to rapid response and recurrence prevention.
- The Baseline for Training: It serves as a clear benchmark for what and how to teach new hires, drastically shortening their ramp-up time to becoming skilled operators.
- The Foundation for Continuous Improvement (Kaizen): You must analyze the current standard to find a better way. Standardized work acts as the “baseline” to compare performance before and after an improvement.
3. The 3 Essential Tools for Implementing Standardized Work
To visualize and manage standardized work, the following three forms are primarily used on the shop floor:
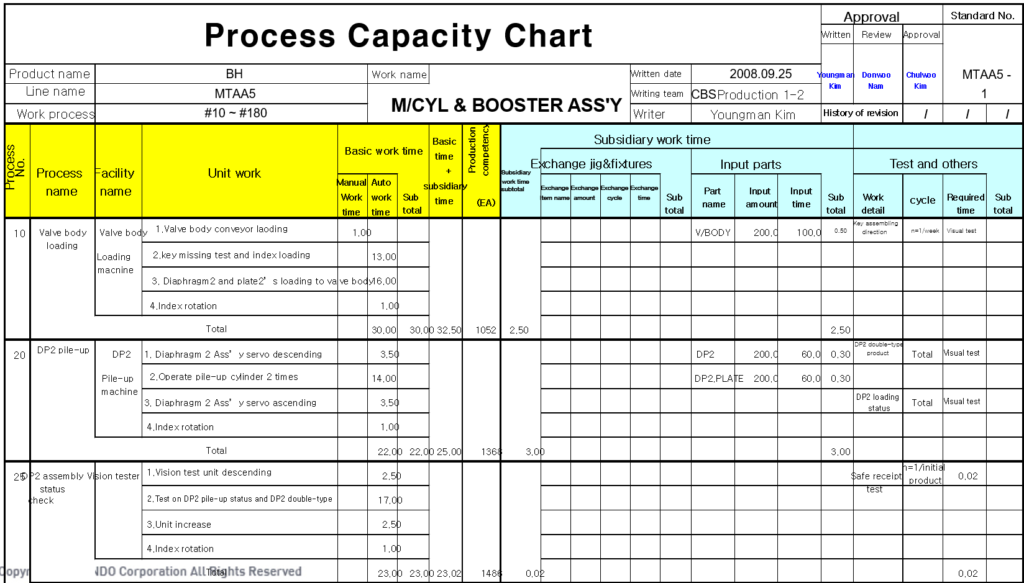
- Process Capacity Sheet: This measures the maximum output capability of machines and humans in each process to identify bottlenecks.
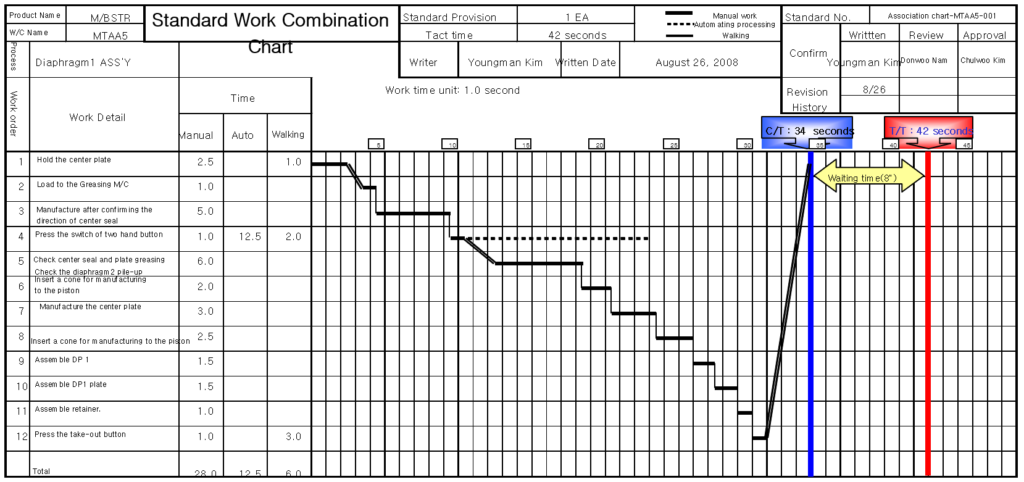
- Standard Work Combination Sheet: A chart that visually combines human manual work time and machine running time within the Takt Time.
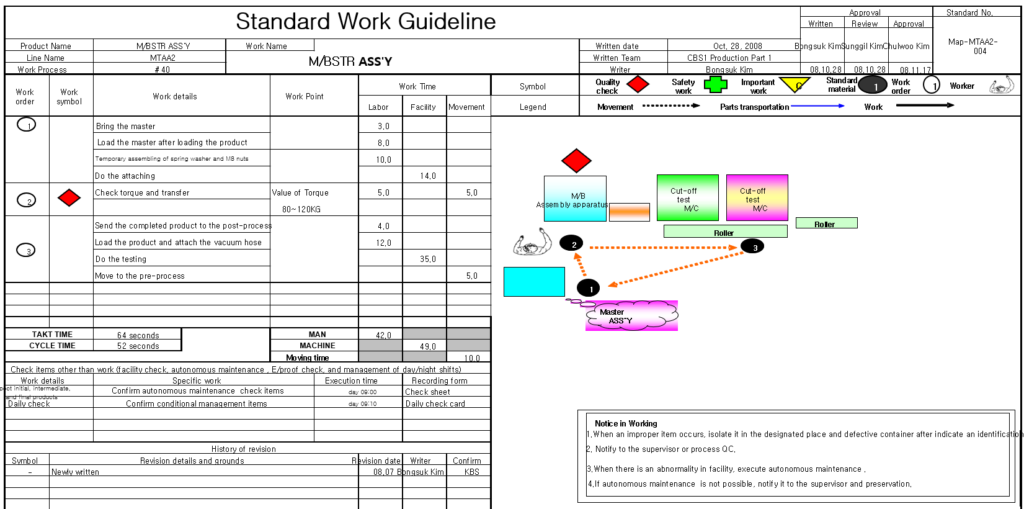
- Standardized Work Guideline: A document posted at the workstation containing photos, diagrams, and safety/quality points so that operators can check and follow them at a glance.
[Case Study] Cycle Time Reduction through Robot Stroke Optimization and Motion Analysis
The following photos and videos demonstrate a practical case study from an injection molding process, where production efficiency was maximized by adjusting robot equipment settings and analyzing operator motions.
- Equipment Optimization (Mould Opening Stroke Adjustment): By reducing the robot’s travel distance (Stroke) from 620mm to 535mm, unnecessary travel time was eliminated, and mechanical efficiency was significantly improved.
- Motion and Takt Time Analysis: We compared and analyzed the takt times of Operator A and Operator B, quantitatively defining the gaps based on proficiency and motion sequence through data.
Step-by-Step Reduction Results:
- 1st Attempt: Cycle time was reduced from 65 seconds to 61 seconds (4 seconds saved).
- 2nd Attempt: Through additional Kaizen, the cycle time was ultimately optimized down to 55 seconds (Total of 10 seconds saved).
- High-Mix Low-Volume (HMLV) Application: Significant productivity gains were achieved across various component groups through minor setting adjustments and motion analysis: Control Panel (55s → 47s), Cover (50s → 43s), and Grille (65s → 53s).

👉 [Click here to watch the full video (YouTube Link)]
4. Lean Expert’s Tips for Operating Standardized Work
Having managed global manufacturing operations for over 20 years, here are the non-negotiable principles I always followed to successfully sustain standardized work:
- Create It Together with the Operators: Standards created by managers in an office are rarely followed on the shop floor. You must integrate the practical know-how of the operators who know the process best and build a standard they agree with.
- Keep It a Living Document: A standard is never set in stone. The moment a process changes or a better idea emerges, it must be updated immediately.
- Visual Management Is Key: Standards buried inside a thick binder are useless. Post the core points right at the workstation where operators can easily see them just by turning their heads.
Conclusion: Standards Mean Freedom, Not Restriction
Some might believe that standardized work restricts an operator’s autonomy. On the contrary, a clear standard liberates operators from “decision fatigue” and acts as a protective shield, helping them achieve peak performance safely.
I highly encourage you to eliminate the uncertainty of variability on your shop floor through standardized work and build a solid foundation for quality and productivity.
💡 To learn more, feel free to read the post below.
Andon System Guide: Lean Manufacturing Essentials
- Link 1: The True Power of 5S: 5S Methodology Lean Strategy
- Link 2: SMART KPI : How to Turn SMART KPIs into Real-World Execution
Discover more from mfginsights.net
Subscribe to get the latest posts sent to your email.