In today’s hyper-competitive manufacturing landscape, stagnation is the first step toward failure. To secure a position among the global elite, operational excellence cannot remain a mere slogan—it must be driven by relentless, data-backed execution of Kaizen on the shop floor.
A common misconception among business leaders is that boosting output requires massive capital investment or full automation. However, true manufacturing innovation often stems from the ground up: eliminating motion waste, optimizing Line of Balance (LOB), and empowering the operators.
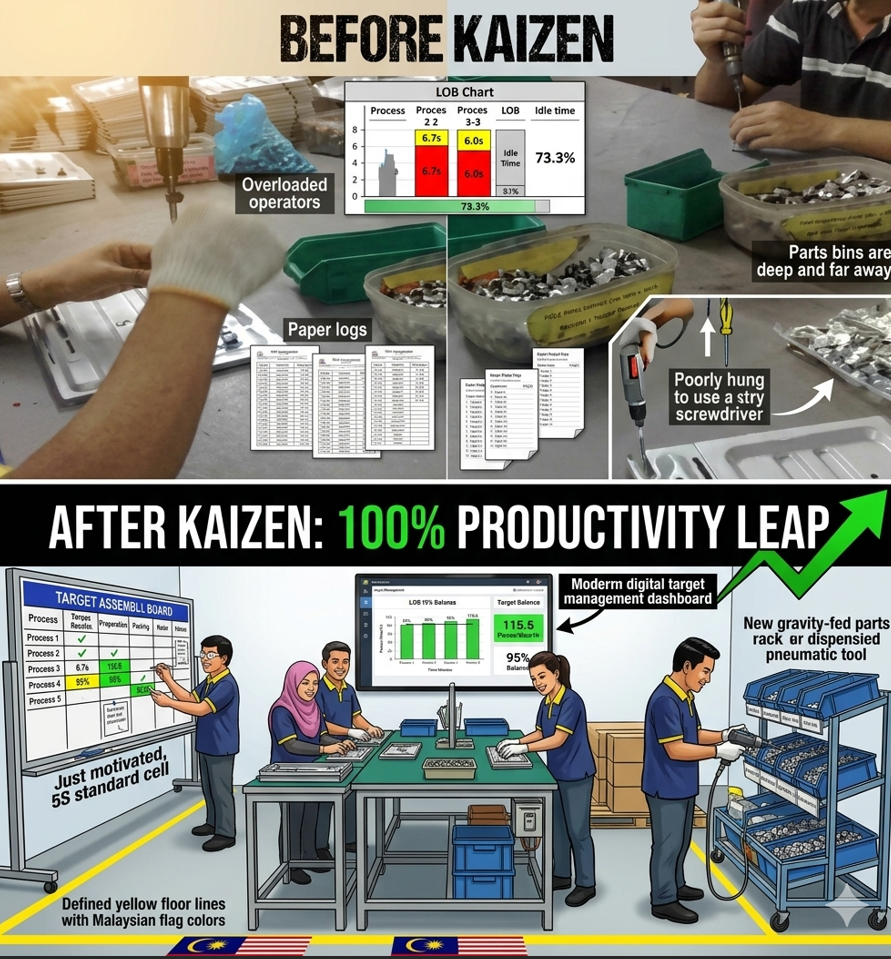
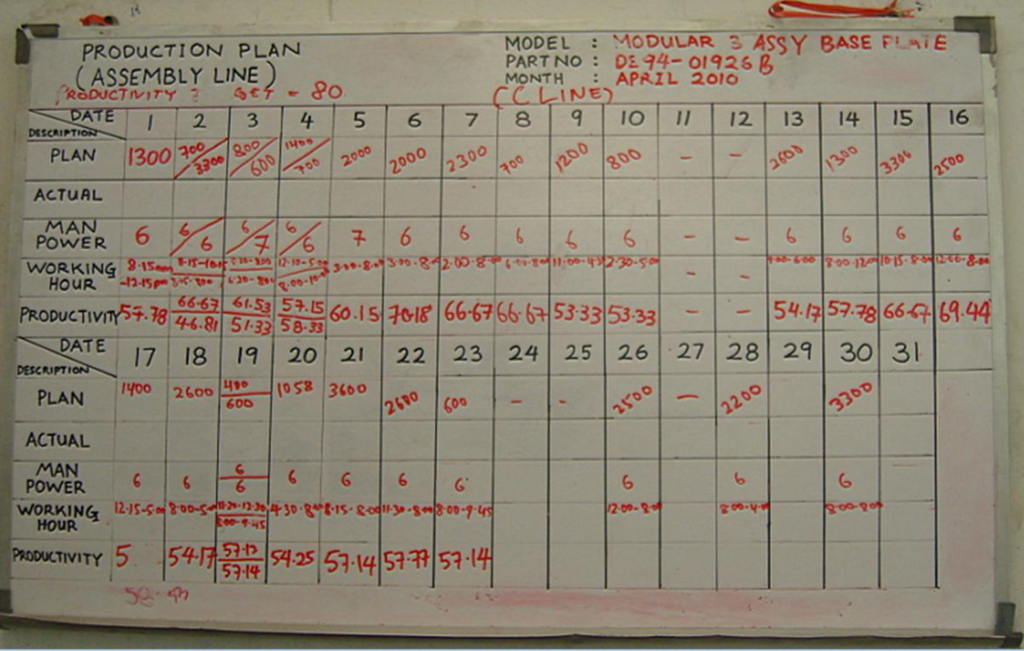
This article presents a comprehensive case study of Kaizen in a Modular Assembly Line (Model: MODULAR 3 ASSY) that achieved a stunning 100% productivity leap—surpassing its original targets—through systematic Kaizen and Standardized Work principles.
The Baseline: Behind the 58 Pieces/Man/Hr Bottleneck
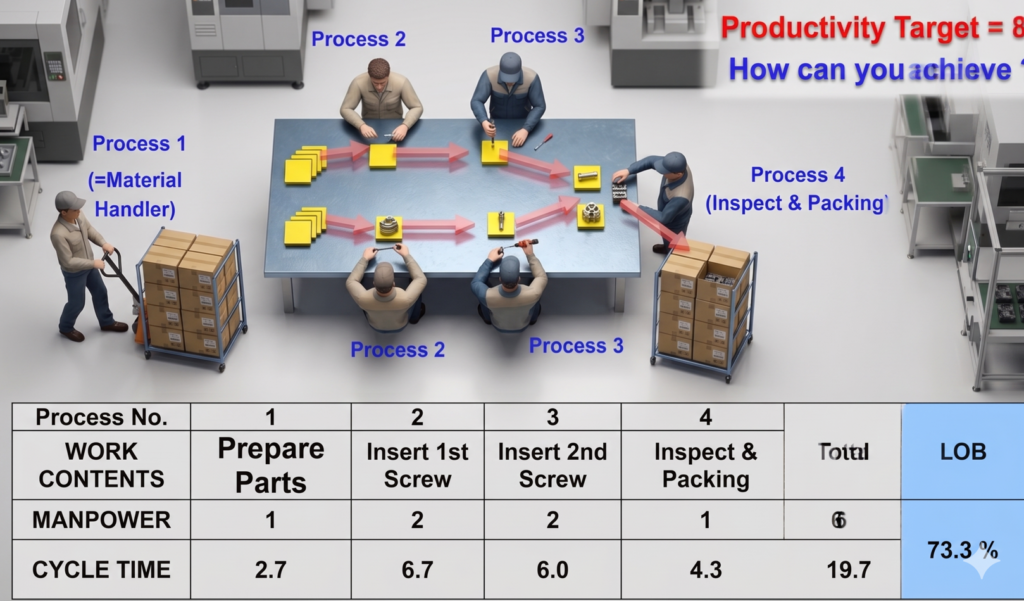
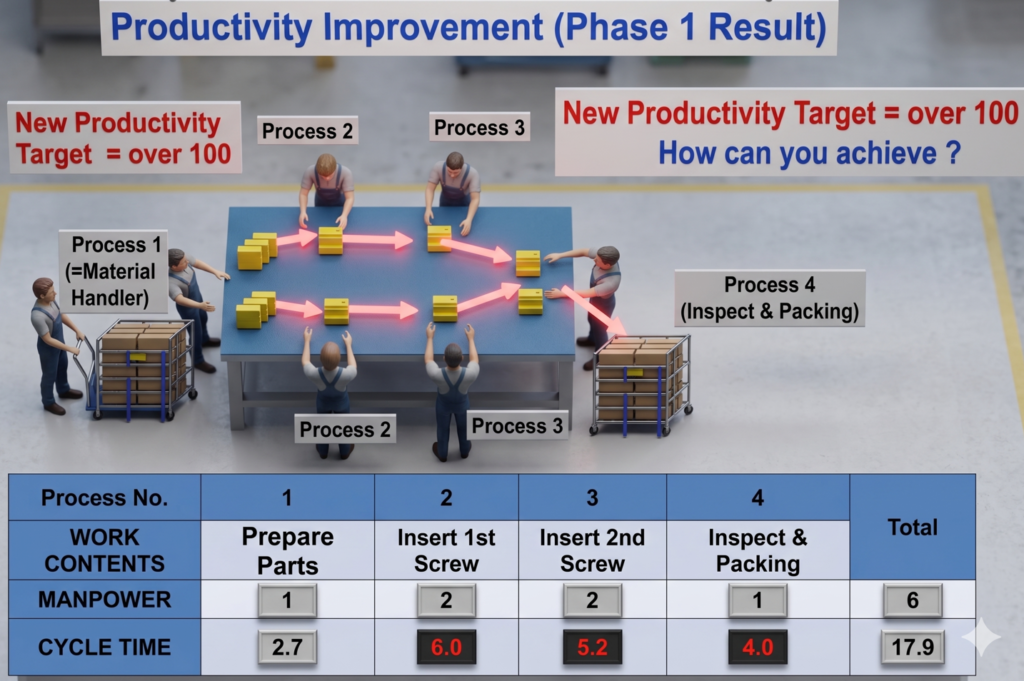
Before the intervention in April 2010, the assembly line for the Base Plate module was struggling to meet its efficiency potential. The operation consisted of 4 core processes managed by a 6-man team:
- Process 1: Prepare Parts (1 Material Handler)
- Process 2: Insert 1st Screw (2 Operators)
- Process 3: Insert 2nd Screw (2 Operators)
- Process 4: Inspect & Packing (1 Operator)
The Initial Line of Balance (LOB) Data
The initial time-study data revealed significant unbalance across the line:
| Process No. | Work Contents | Manpower | Cycle Time (Sec) |
| 1 | Prepare Parts (Material Handler) | 1 | 2.7 |
| 2 | Insert 1st Screw | 2 | 6.7 |
| 3 | Insert 2nd Screw | 2 | 6.0 |
| 4 | Inspect & Packing | 1 | 4.3 |
| Total / LOB | Assembly Line Total | 6 Men | 19.7 Sec (LOB: 73.3%) |
Critical Problems Identified
- Low Line of Balance (73.3%): Operators 2 and 3 were heavily overloaded, creating a severe bottleneck, while the material handler faced significant idle time.
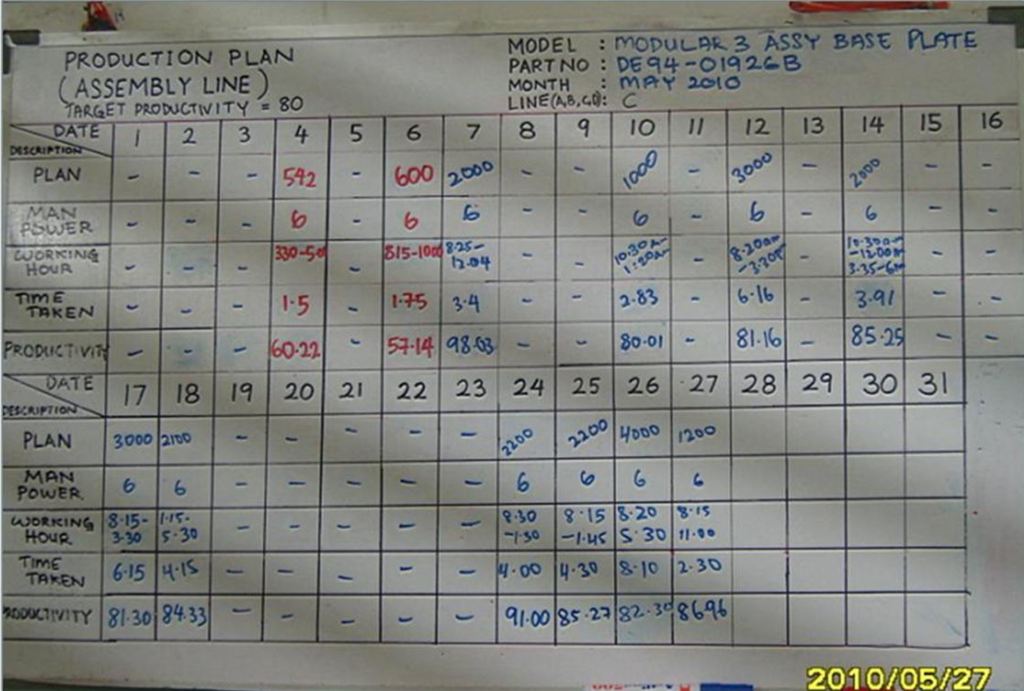
- Lack of Target Management: The shop floor operated without visible, daily, or hourly productivity KPIs.
- Ergonomic Wastes (Muda of Motion): Improper component placement and poorly positioned pneumatic air screwdrivers forced operators into awkward, time-consuming motions.
- Poor Workplace Environment: A dusty, unorganized floor degraded worker morale and slowed down material flow.
Consequently, the line stagnated at a baseline productivity of 58 Pieces/Man/Hr.
Phase 1 Kaizen: Driving the Leap to 80 Pieces/Man/Hr
To bridge the gap from 58 to the initial target of 80 Pieces/Man/Hr, the Kaizen team layout a 7-step execution engine:
- Measure exact process cycle times.
- Identify physical wastes of motion.
- Eliminate motion waste via targeted ergonomic adjustments.
- Gather direct operator feedback.
- Apply the ECRS (Eliminate, Combine, Rearrange, Simplify) framework.
- Design an optimized station layout.
- Monitor progress rigorously.
Four core improvements were executed during this phase:
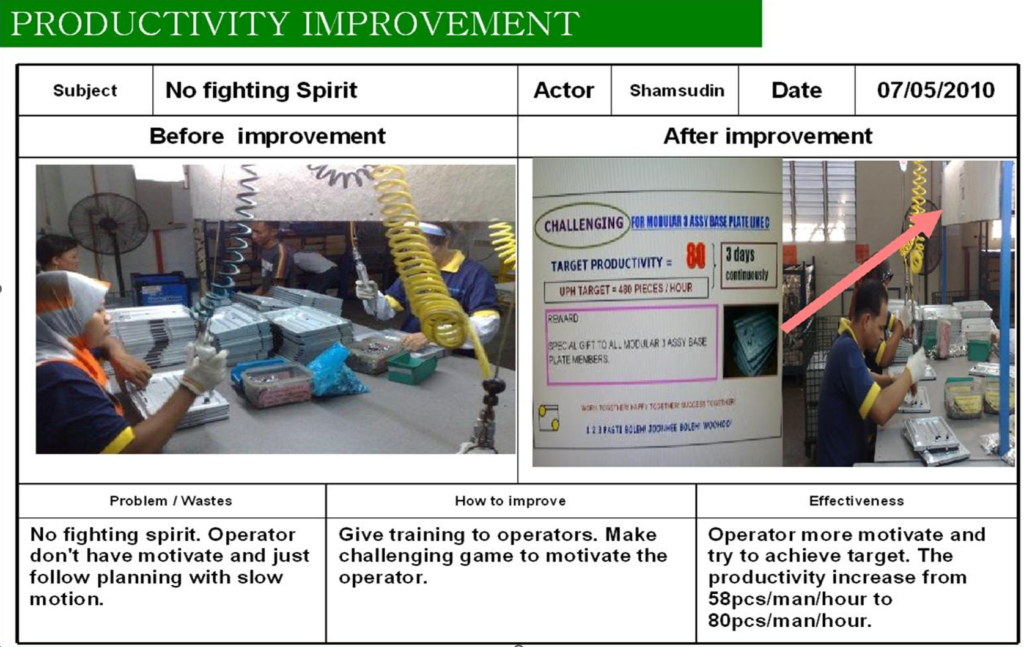
1. Re-igniting the Shop-Floor Fighting Spirit
- The Waste: Workers lacked motivation, moving at a passive, slow pace due to a lack of clear goals.
- The Countermeasure: The team introduced visual management and a high-incentive milestone game. A prominent target board was set up tracking the UPH Target of 480 Pieces/Hour. The team announced a “Special Gift Reward” for maintaining 80 Pieces/Man/Hr continuously for 3 days.
- The Impact: Shifted the culture from passive labor to a highly motivated, target-driven team.
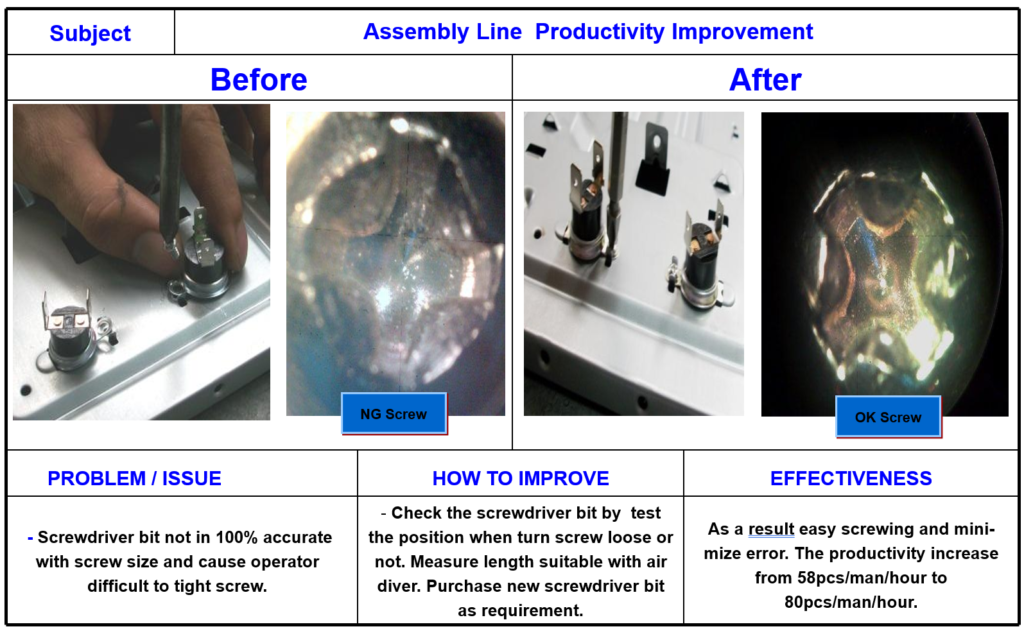
2. Upgrading Screwdriver Bits for Precision
- The Waste: The screwdriver bits did not fit the screw heads perfectly (100% accuracy missing), causing slips, difficulty in tightening, and cosmetic damage.
- The Countermeasure: The team audited the bit-to-screw seating precision, verified length compatibility with the air drivers, and procured custom-spec industrial bits.
- The Impact: Minimized errors, eliminated secondary stripping motions, and accelerated fastening cycles.
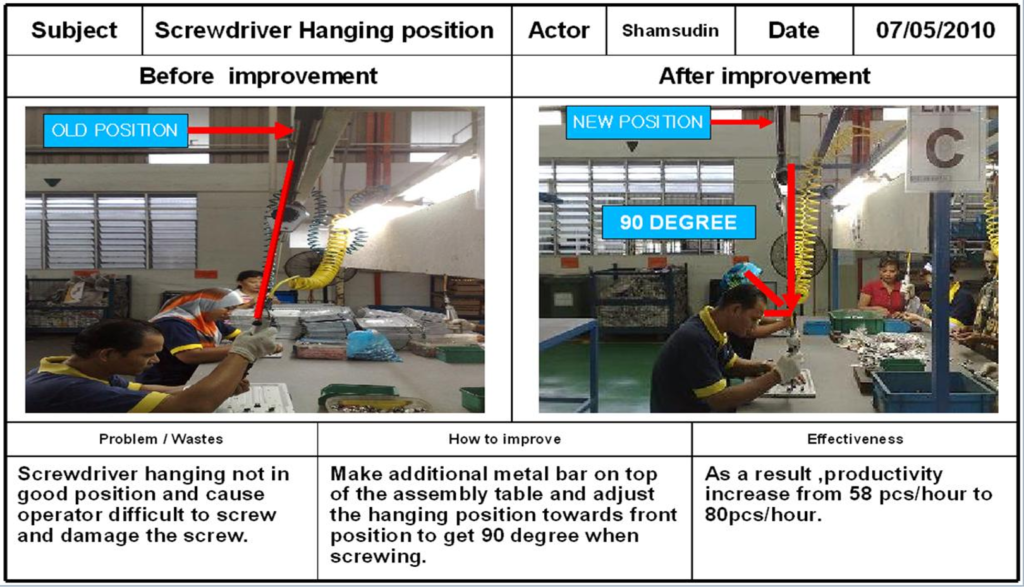
3. Ergonomic Hanging Position Adjustment (90-Degree Realignment)
- The Waste: Air screwdrivers were hung too far back, forcing operators to reach over awkwardly and pull the tool at an angle, increasing physical fatigue and cross-threading risks.
- The Countermeasure: Fabricated an extended overhead metal bar on the assembly table, moving the balancer forward to ensure the tool dropped at a clean, 90-degree angle directly above the fastening point.
- The Impact: Greatly reduced operator strain and slashed fastening cycle times.
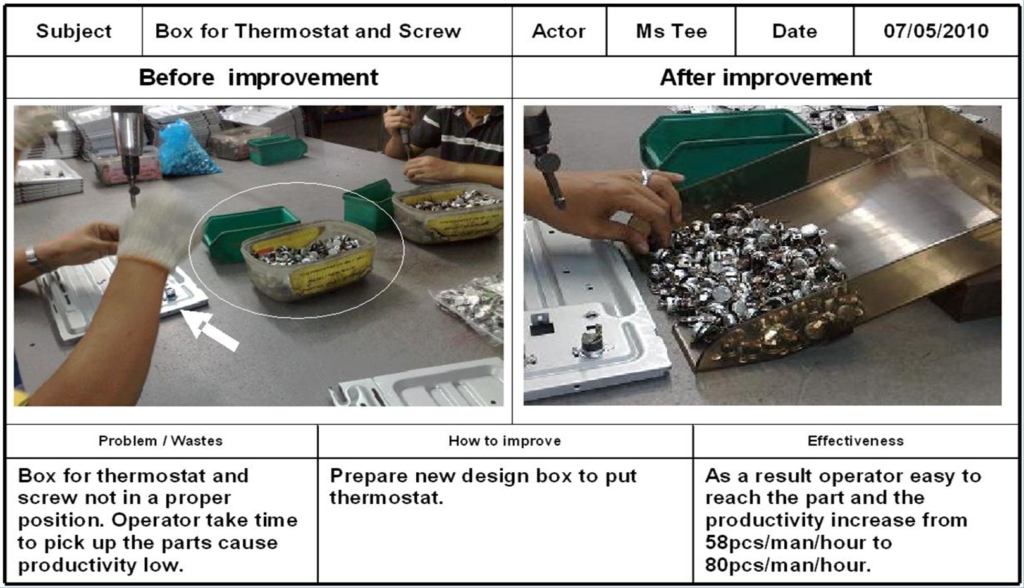
4. Custom Feed Box Design for Parts Optimization
- The Waste: Thermostats and screws were housed in deep, standard rectangular bins placed out of the optimal strike zone, increasing picking cycle time.
- The Countermeasure: Designed a gravity-fed, inclined part dispenser that brought the sub-components closer to the operator’s natural hand perimeter.
- The Impact: Created fluid, low-fatigue micro-motions, speeding up part retrieval.
5. 5S Floor Re-layout and Visual Safety Guidelines
- The Waste: Disorganized iron cages, mixed parts, and a dusty floor layout restricted agile movement.
- The Countermeasure: Deep cleaned the area, applied heavy-duty green floor paint, and taped vibrant yellow boundaries to dictate exact storage zones.
- The Impact: Drastically improved material handling velocity and safety compliance.
Phase 1 Result: Through these ergonomic and behavioral iterations, the line successfully hit its stabilized target of 80 Pieces/Man/Hr by May 2010.
Phase 2 Advanced Kaizen: Breaking the 115 Pieces/Man/Hr Barrier
True continuous improvement never rests. Once the 80 Pieces/Man/Hr threshold was stabilized, the team pushed the boundaries further by aiming for over 100 Pieces/Man/Hr through radical process recombination and macro-level Standardized Work restructuring.
Applying Radical ECRS: Combining Processes 1 and 4
The team scrutinized the initial cycle times: Material preparation took only 2.7 seconds, while Inspection & Packing took 4.3 seconds. Combined, they totaled exactly 7.0 seconds.
By analyzing the macro-flow, the team realized that a single operator could manage both preparation and packing if the line layout was altered into a cell-like format.
Additionally, by combining the screw insertion tasks into a single optimized station layout, the total manpower required for the entire line dropped from 6 men to 4 men.
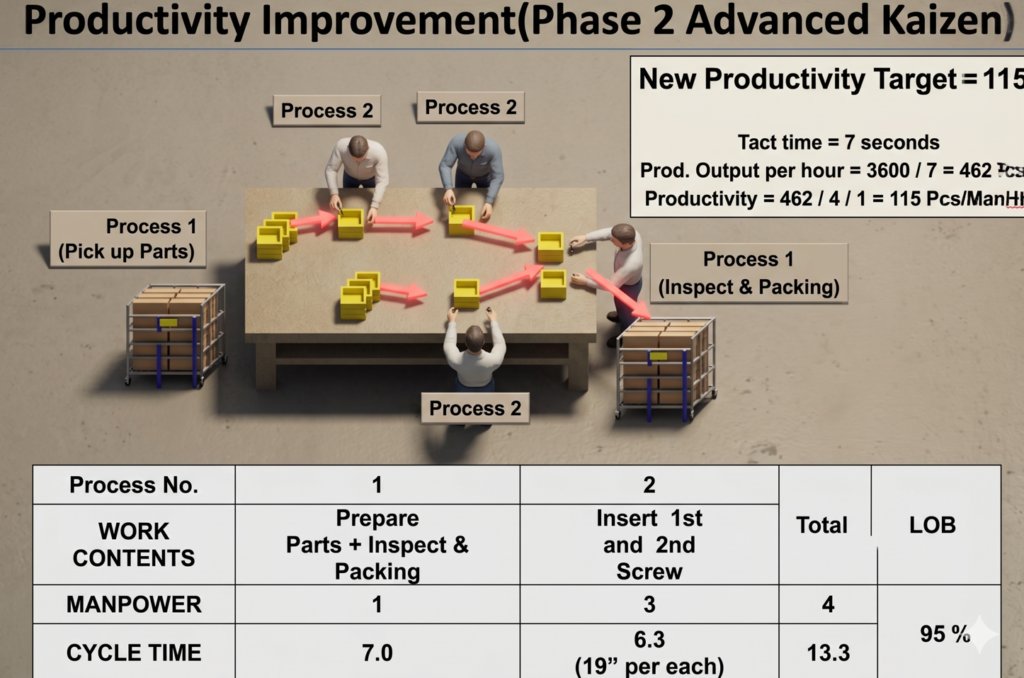
The Re-Engineered Standardized Work Data
| Process No. | Work Contents | Manpower | Cycle Time (Sec) |
| 1 | Prepare Parts + Inspect & Packing | 1 | 7.0 |
| 2 | Insert 1st & 2nd Screw | 3 | 6.3 (19.0s per each) |
| Total / LOB | New Re-Engineered Line | 4 Men | 13.3 Sec (LOB: 95%) |
The Mathematical Breakthrough
With the bottleneck cycle time locked firmly at 7.0 seconds (Tact Time):
- Hourly Output Potential: 3600 seconds}/ 7.0 seconds = 462 Pieces/Hour
- Final Productivity Calculation:462 Pieces / 4 Operators / 1 Hour = 115.5 Pieces/Man/Hr
By restructuring the line, the Line of Balance skyrocketed from 73.3% to an astonishing 95%, virtually eliminating all hidden operator idle time.
Strategic Takeaways for Business Leaders and Consultants
The spectacular trajectory from 58 to 115 Pieces/Man/Hr provides invaluable lessons for modern manufacturing consultants and operations directors:
- Ergonomics Directly Correlates with Profitability: Shaving fractions of a second off micro-motions (like adjusting a tool hang position by a few inches) compounds into massive hourly volume increases across shifts.
- Maximize LOB Before Adding Heads: Adding manpower to a bottleneck is a lazy fix. True lean practitioners utilize the ECRS framework to redistribute work elements seamlessly until the LOB approaches 90%+.
- Tie Visual Management to Motivation: Data hidden in a manager’s laptop does not improve output. Visual target tracking, paired with tangible micro-rewards, creates healthy competitiveness and immense shop-floor pride.
By applying these exact Standardized Work techniques to your assembly processes, you can unlock trapped capacity, drastically lower your cost-per-piece, and scale your manufacturing footprint globally.
What bottlenecks are currently holding back your plant floor execution? Leave your comments below or share this post with your operational excellence team!
For more insights on manufacturing excellence and strategic transformation, read more post below.
Discover more from mfginsights.net
Subscribe to get the latest posts sent to your email.