In the highly competitive global manufacturing, agility, quality, and operational efficiency are no longer optional—they are absolute prerequisites for survival. For complex, labor-intensive assembly environments like the footwear industry, traditional batch-and-queue production methods increasingly fail to meet shifting market demands.
This comprehensive case study examines the systematic implementation of Lean Innovation principles within a major shoe manufacturing facility. How do we tackle the main weaknesses on our shop floor? This transformation shows the way by connecting the dots: getting our team in sync, using high-frequency visual tools, setting up dedicated training cells, and sharpening our scheduling.”
Below, we dissect the strategic initiatives, field deployments, and quantified performance metrics that defined this successful Lean journey.

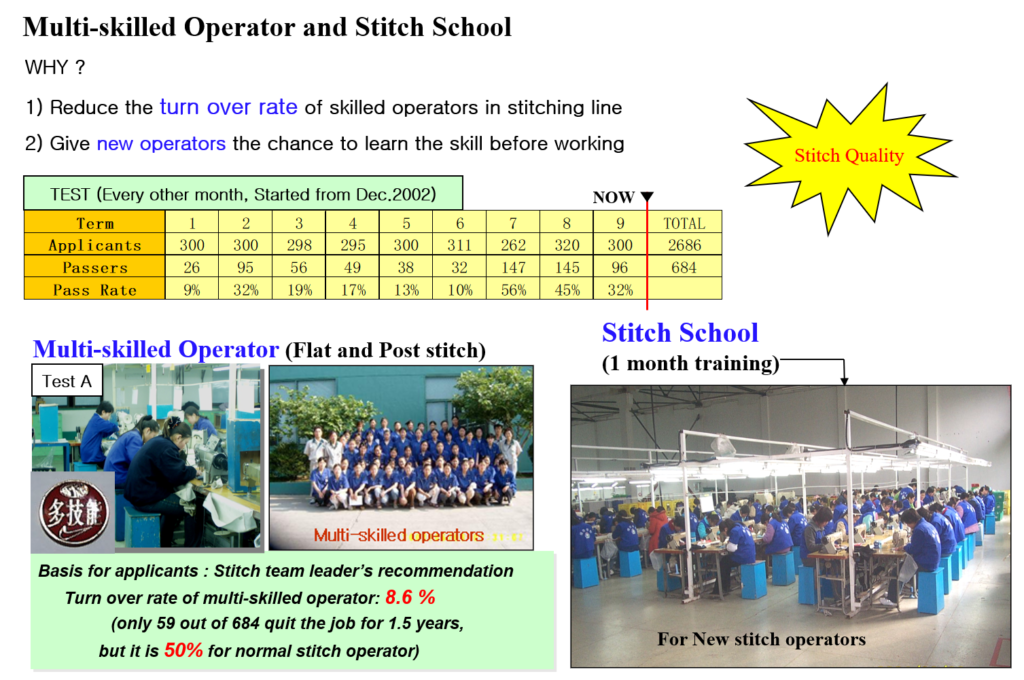
1. Quality Stabilization: The Stitch School & Multi-Skilled Operator Strategy
A foundational pillar of the plant’s transformation was addressing chronic variability within the stitching department. In footwear production, stitching lines are heavily sensitive to operator skill disparity, which directly influences defect rates and line balance.
The facility faced a dual challenge: high turnover among experienced workforce segments and prolonged onboarding curves for incoming personnel.
Strategic Objective
- Mitigate Turnover Metrics: Reduce the systemic attrition rate of high-skill stitch line operators.
- Standardize Onboarding Processes: Build a dedicated competency pipeline allowing incoming operators to achieve production-grade capabilities before entering the live shop floor.
Operational Mechanics
The plant established an internal Stitch School featuring a standardized, rigorous one-month qualification program. Personnel movement into the program relied heavily on recommendations from stitch team leaders.
To check everyone’s machine skills, the factory started Test A. It’s a hands-on test given every two months to see how well operators can handle both flatbed and post-bed sewing machines.”
What the Data Shows: Better Skills, Lower Turnover
Data from our extended tracking proves a powerful trend: our workforce is becoming highly skilled, and our team is staying remarkably stable.
| Evaluation Term | Registered Applicants | Certified Passers | Realized Pass Rate |
| Term 1 (Dec 2002 Initial Baseline) | 300 | 26 | 9% |
| Term 2 | 300 | 95 | 32% |
| Term 3 | 298 | 56 | 19% |
| Term 4 | 295 | 49 | 17% |
| Term 5 | 300 | 38 | 13% |
| Term 6 | 311 | 32 | 10% |
| Term 7 | 262 | 147 | 56% |
| Term 8 | 320 | 145 | 45% |
| Term 9 (Final Audit Cut-off) | 300 | 96 | 32% |
| TOTALS | 2,686 | 684 | 25.5% |
The cultural impact of this training program was profound. Over a 1.5-year observation period, the turnover rate among certified multi-skilled operators dropped to an exceptionally low 8.6% (with only 59 out of 684 trained operators leaving the organization).
In comparison, the unmanaged, non-standardized operator segments on traditional lines sustained a volatile 50% turnover rate.
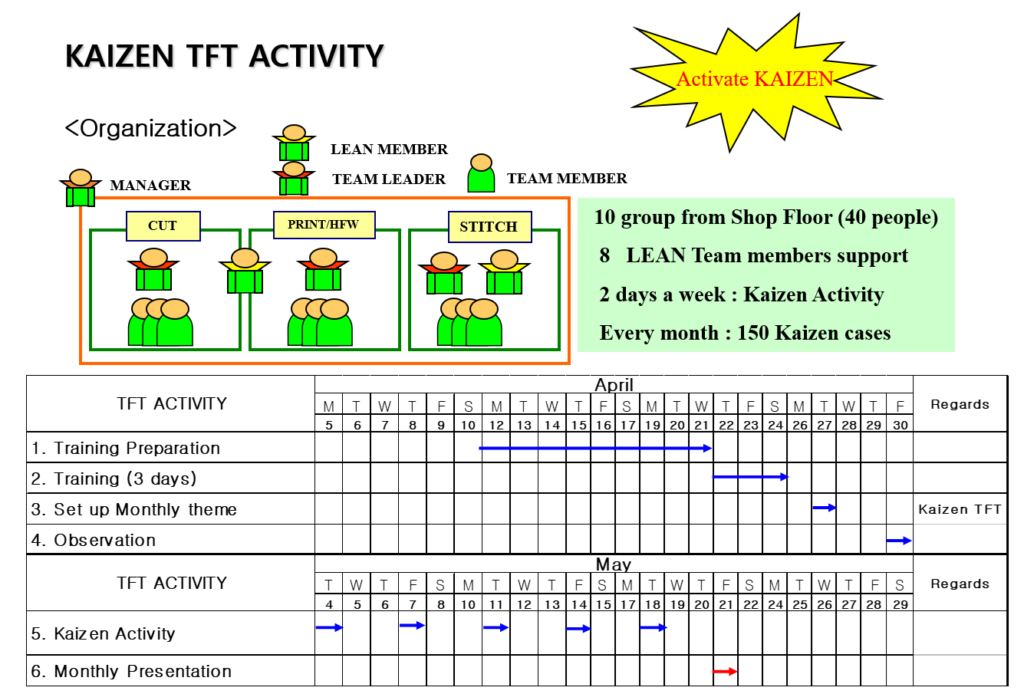
2. Activating Shop-Floor Kaizen through Targeted Task Forces (TFT) having Lean Innovation tools
To embed continuous improvement into the daily facility culture, operations management shifted away from top-down directives, choosing instead to activate frontline cross-functional teams via structured Kaizen Task Force (TFT) Activities.
Organizational Governance
We changed the way we work so that our factory floor teams can get direct help from our engineers right away
Project Lifecycle Methodology
Each monthly Kaizen cycle was managed using a structured four-stage timeline:
- Training Preparation: Engineering cohorts isolate target processes and assemble training parameters.
- Immersive Training Execution: Affected frontline personnel undergo a targeted, 3-day lean application syllabus.
- Thematic Goal Alignment: Setting targeted monthly themes focused on localized operational waste.
- Field Observation & Diagnostic Analysis: Active monitoring on the shop floor to catch processing friction in real time.
Proven Numbers & Field Success Stories
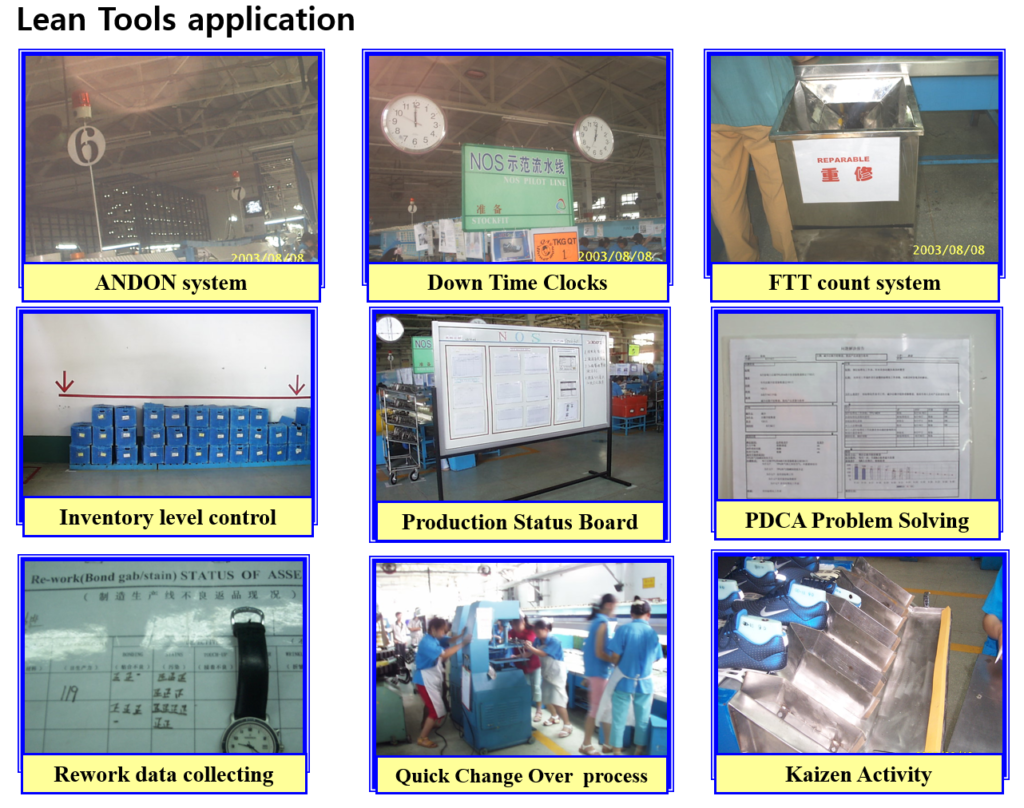
The program required a dedicated investment of 2 days per week for active Kaizen generation. This structured focus resulted in immediate, sustainable gains across multiple production metrics. The plant rapidly achieved an operational cadence averaging 150 validated Kaizen implementations per month.
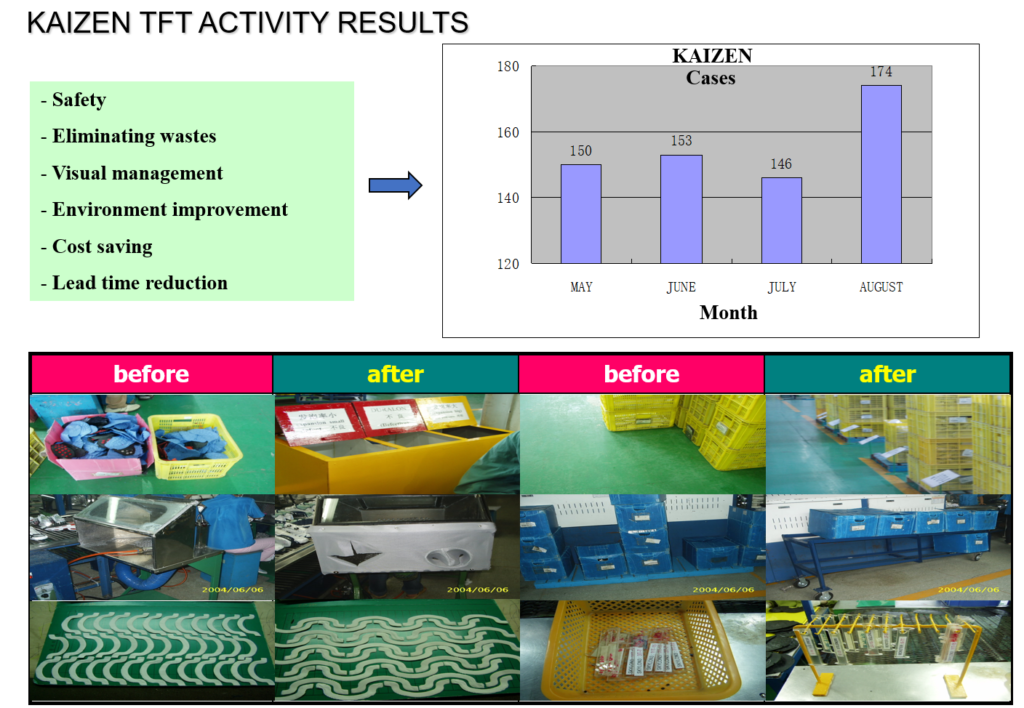
These targeted modifications on the floor yielded significant improvements in several key areas:
- Visual Management & Workplace Ergonomics: Replaced unorganized material transit boxes with color-coded, labeled sorting stations to eliminate searching waste.
- Waste Elimination (Muda): Custom-engineered localized material racks directly at the point of consumption, reducing operator travel time and motion waste.
- Operational Safety & Working Environments: Redesigned localized ventilation units and machine enclosures to minimize material particulate exposure.
3. Scaling Lean Innovation : The Internal Lecturer Infrastructure
A common pitfall in organizational lean initiatives is over-reliance on external consultants, which often leads to project stagnation once the engagement ends. To build a self-sustaining system, this manufacturing facility engineered an institutionalized Internal Lecturer Certification Program.
Operational Blueprint
- Application & Development: Frontline candidates apply directly through departmental channels. The centralized Lean Engineering group creates custom training media tailored to the specific technical traits of footwear assembly.
- Intensive Onboarding: Candidates enter a rigorous 1-week training program focused on core Lean concepts.
- Double-Gate Evaluation: Upon completing the course, candidates face an evaluation board composed of senior plant managers.
- Certification Gate: Passing candidates receive a formal Lecturer Certificate and are integrated into the plant’s official training schedule. Their coaching hours are tracked, and they receive dedicated financial stipends.
- Remediation Gate: Candidates who do not meet the evaluation criteria return to their standard production roles and must wait a minimum 3-month cool-down period before reapplying.
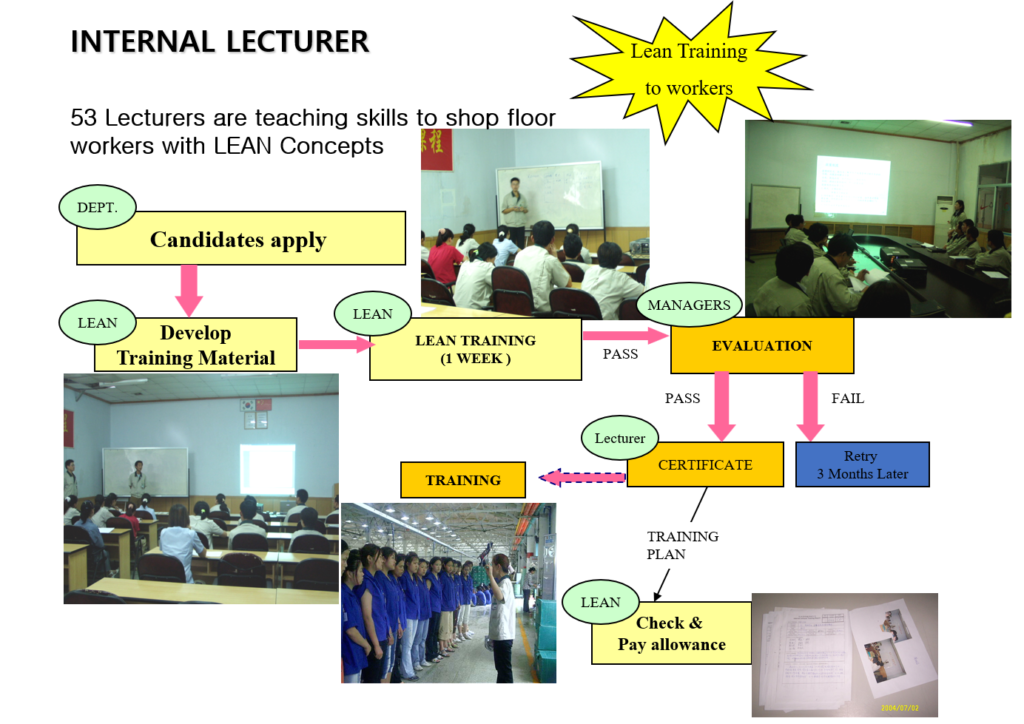
Through this program, the plant successfully certified 53 active internal lecturers who now independently deliver specialized lean instruction directly to shop-floor teams. During the second quarter alone, this internal infrastructure drove 216 total machine/hours of lean training.
4. Upstream Synchronization: Implementing the Subassembly Pull System of Lean Innovation
Traditional manufacturing models push materials through the production line based on forecasted schedules, often leading to massive inventory pileups and long lead times. To fix this, the facility completely restructured its material control framework, transitioning the Outsole Department to a consumer-driven Pull System of Lean Manufacturing methodology.
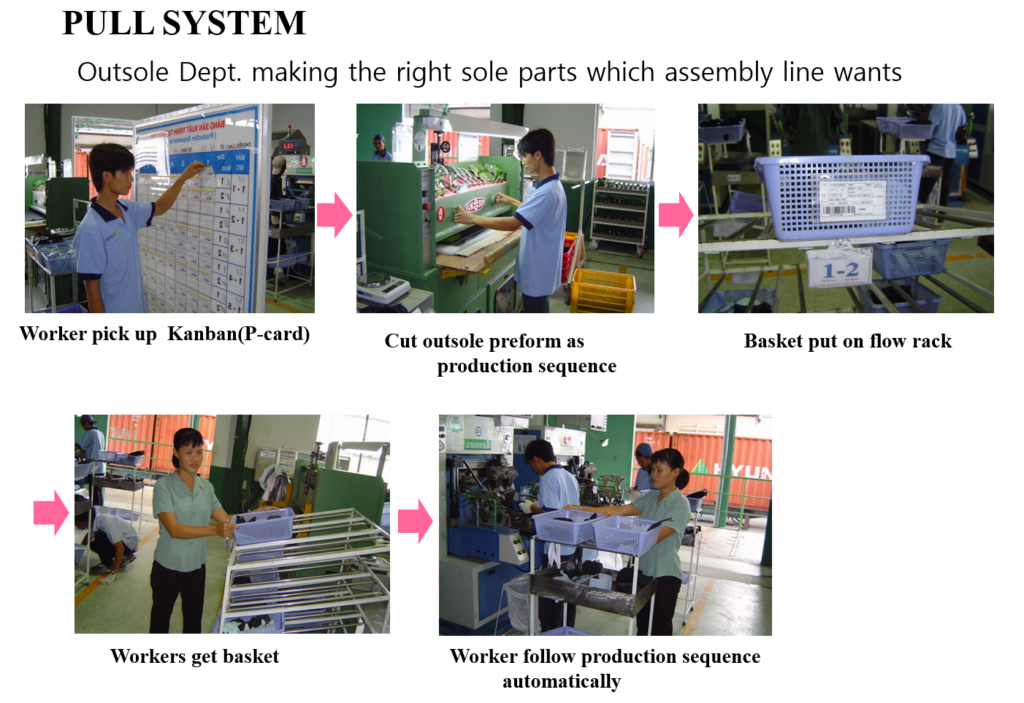
Field Deployment Controls
The factory synchronized downstream assembly line demand with upstream fabrication using targeted material management loops:
- Downstream Demand Generation: Material handlers on the assembly line identify standard production deficits during shift execution.
- Kanban (P-Card) Extraction: Workers retrieve the dedicated production card (Kanban) assigned to the required outsole variant.
- Supermarket Withdrawal: The operator retrieves matching component baskets from a designated, sequence-controlled flow rack.
- Upstream Execution Signals: The P-card moves back to the cutting and preforming stations. This card acts as an absolute production instruction, requiring operators to fabricate outsole preforms strictly in the sequence dictated by consumer line pull.
5. Visual Management and Localized Problem-Solving (PDCA) of Lean Innovation
To keep the manufacturing environment highly responsive to quality deviations, the plant set up open-air Quality Meeting Rooms directly on the shop floor.
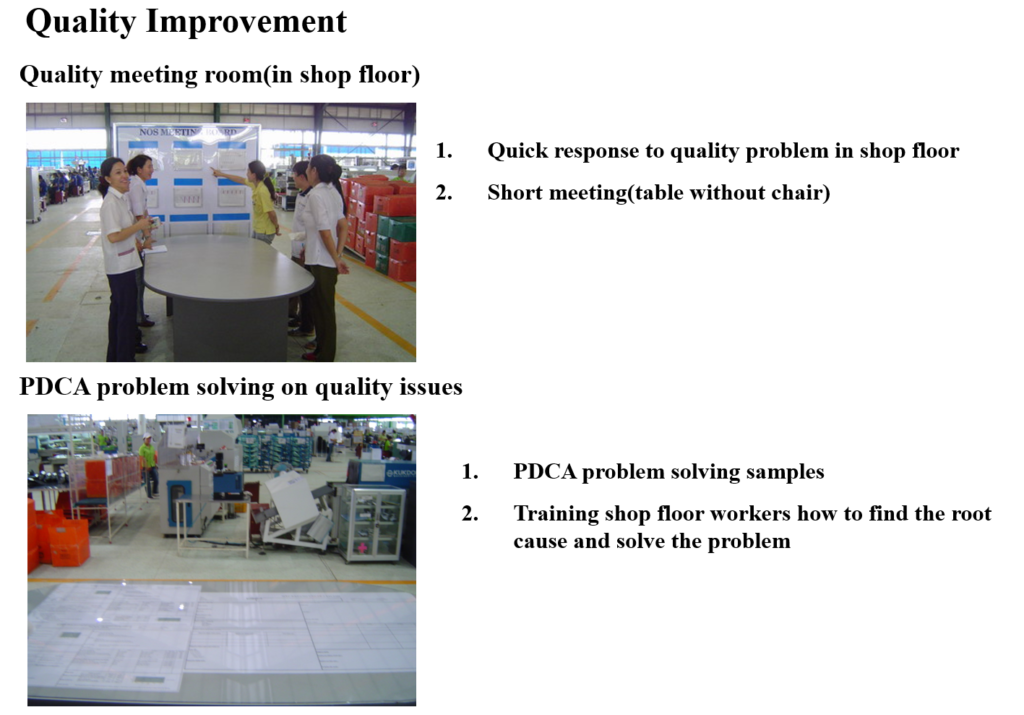
Short-Meeting Culture
Meeting spaces purposefully omit chairs to encourage brief, action-oriented stand-up syncs. These zones act as rapid-response hubs where teams can address line issues immediately, avoiding the delays of off-floor conference rooms.
Frontline Problem-Solving
Shop floor workers receive extensive training in the standard Plan-Do-Check-Act (PDCA) framework. Teams construct high-visibility dashboards displaying active project parameters, root-cause analyses, and historical case logs directly on the floor.
Total Productive Maintenance (TPM) Integration
The plant combined frontline problem-solving with rigorous equipment ownership protocols. Operators use customized autonomous maintenance logs written in both Chinese and Korean (e.g., 용진 5S 점검표).
These documents define clear maintenance expectations for cleaning, lubrication, and basic machine verification.
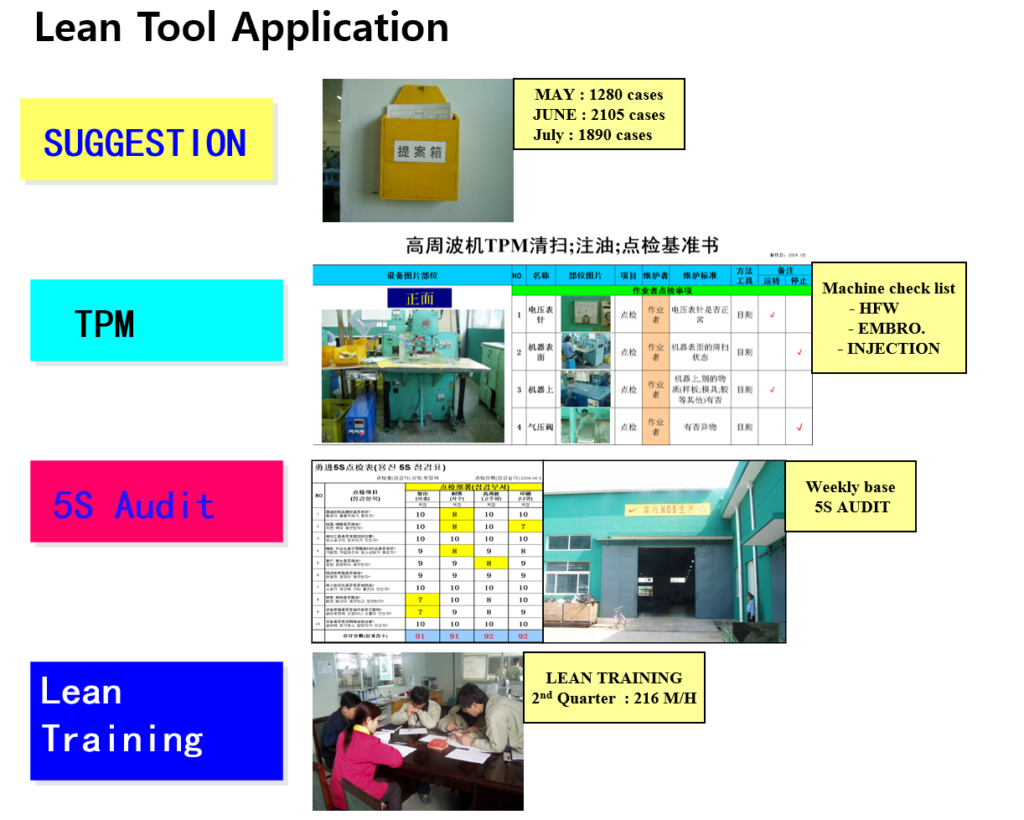
This frontline ownership program significantly boosted employee engagement and ideation. The plant’s suggestion box system documented a dramatic surge in validated submittals:
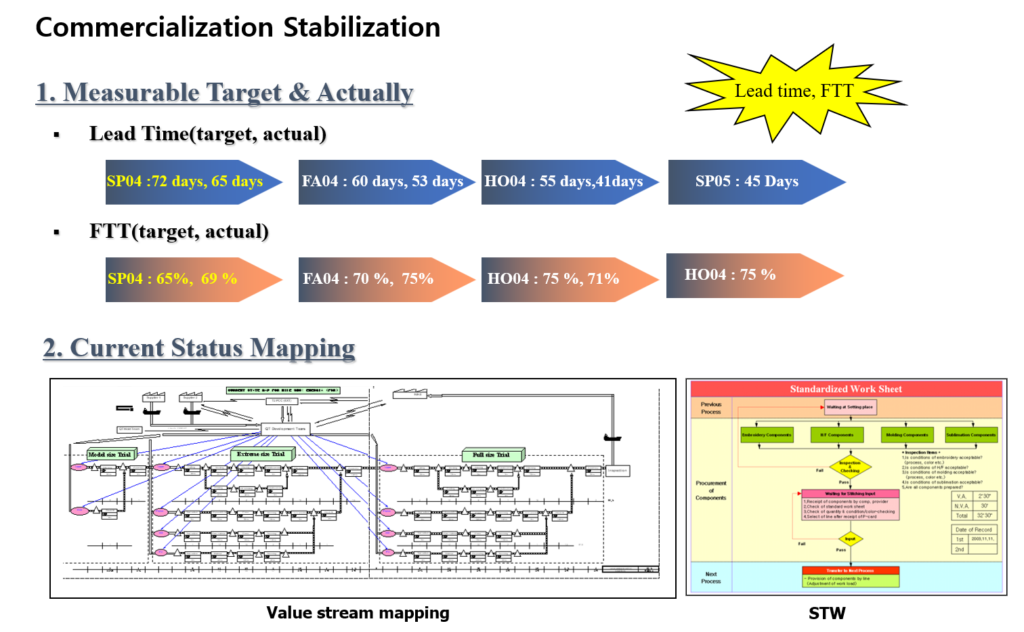
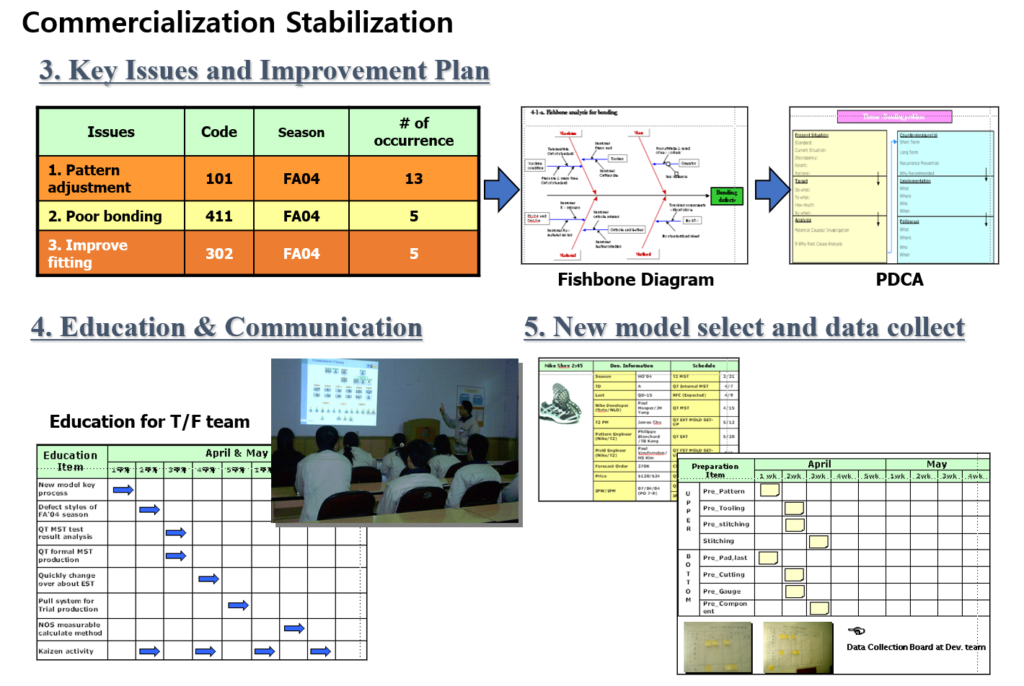
6. End-to-End Commercialization: Compressing Development Lead Times
The final core initiative focused on applying Lean principles upstream to stabilize the product commercialization cycle. This required optimizing development steps across extreme sizes, model trials, and full sizing evaluations.
Value Stream Mapping (VSM) Diagnostics
Using deep-dive Value Stream Mapping of Lean Innovation, engineering teams analyzed the complete sequence from initial model programming through CNC mold cutting, electrical discharge machining (EDM), layout assembly, and final client validation.
The VSM analysis uncovered significant amounts of non-value-added (NON-VA) wait time embedded within the traditional validation cycle.
Identified Processing Bottlenecks
- Data Friction: Significant delays occurred waiting for mold programming adjustments due to corrupted data files received from central design offices.
- Tooling Rework Loops: Structural defects in high-frequency welding (HFW) components and electrode pin placement required repetitive re-machining cycles.
- Testing Queues: Preform batches sat idle for long periods waiting for machine availability in test labs.
Engineering Remediations
To resolve these bottlenecks, management implemented three key technical solutions:
- Shop Floor MES Integration: Installed a comprehensive Manufacturing Execution System (MES) coupled with barcode scanning portals directly on the work floor. This digitized tracking using standard P-cards across 5 primary processing zones.
- Autonomous Maintenance for CNC Machinery: Implemented a multi-stage autonomous maintenance plan for the plant’s 12 CNC machines to minimize unexpected downtime and maintain tooling precision.
- Structured Root-Cause Analysis: Deployed rigorous Fishbone (Ishikawa) diagnostics and specialized task forces to resolve complex bonding, fitting, and pattern adjustment failures.
7. Strategic Impact and Quantified Performance Metrics
The complete implementation of the Lean toolkit generated massive improvements across the facility’s key operational metrics.
Mold Making Stabilization (Target vs. Actual Performance)
The systematic reductions achieved in mold fabrication lead times showcase the efficiency gains driven by the MES implementation and optimized CNC scheduling:
| Assessment Metric | Baseline Level (CY03) | Target Parameters (CY04) | Strategic Target (CY05) | Realized Performance |
| Development Lead Time | 55 Days | 30 Days | 20 Days | 52 Days Avg. (4 model full size evaluation) |
| First-Time-Through (FTT) | 80% | 90% | 95% | 85% Verified (H0’04 Project Window) |
| Overall Equipment Efficiency (OEE) | 90% | 95% | 96.3% Achieved (CNC Machine Cluster) |
Commercialization Lead Time Compression
By streamlining validation processes and minimizing non-value-added waiting time, the development team drove down product delivery timelines across consecutive production cycles:
First-Time-Through (FTT) Quality Trends
Concurrently, first-time-through quality rates showed steady improvement, proving that compressing lead times did not come at the expense of product quality:
Advices for Industrial Leadership
This footwear manufacturing case study provides a valuable roadmap for operations leaders aiming to deploy Lean tools in complex, labor-intensive environments. The plant’s success highlights several critical principles for modern manufacturing transformation with Lean Manufacturing concepts:
- Human Capital is the Foundation: Lean tools are only as effective as the people running them. By pairing the Stitch School initiative with a structured Internal Lecturer program, the plant turned a high-turnover workforce into a stable, highly skilled asset.
- Data Must Drive Decisions: Transitioning from subjective opinions to data-driven tools—such as Value Stream Mapping, real-time MES barcode tracking, and bi-monthly skill testing—allows engineering teams to accurately target and eliminate core process bottlenecks.
- Build a Self-Sustaining Culture: True lean success requires moving away from temporary, consultant-led changes. By establishing open-air PDCA stand-up areas and formal suggestion workflows, leadership successfully shifted ownership of continuous improvement to the frontline operators on the shop floor.
For more insights on manufacturing excellence and strategic transformation, read more post below.
“Hungry for more? Check out these related posts.”
How to Turn SMART KPIs into Real-World Execution
Discover more from mfginsights.net
Subscribe to get the latest posts sent to your email.